W przemysłowych systemach rurociągów niezawodność każdej armatury decyduje o integralności całej sieci. Do najważniejszych elementów należy trójnik ze spoiną doczołową — łącznik rurowy umożliwiający rozdzielenie lub połączenie przepływu na odgałęzieniu pod kątem 90 stopni, przy jednoczesnym zachowaniu jednakowej średnicy na wszystkich trzech wylotach. Niezależnie od tego, czy projektujesz zakład procesowy, stację uzdatniania wody, czy rurociąg naftowy i gazowy, zrozumienie trójników spawanych doczołowo ma fundamentalne znaczenie dla podejmowania właściwych decyzji inżynieryjnych.
Co to jest równy trójnik ze spoiną doczołową?
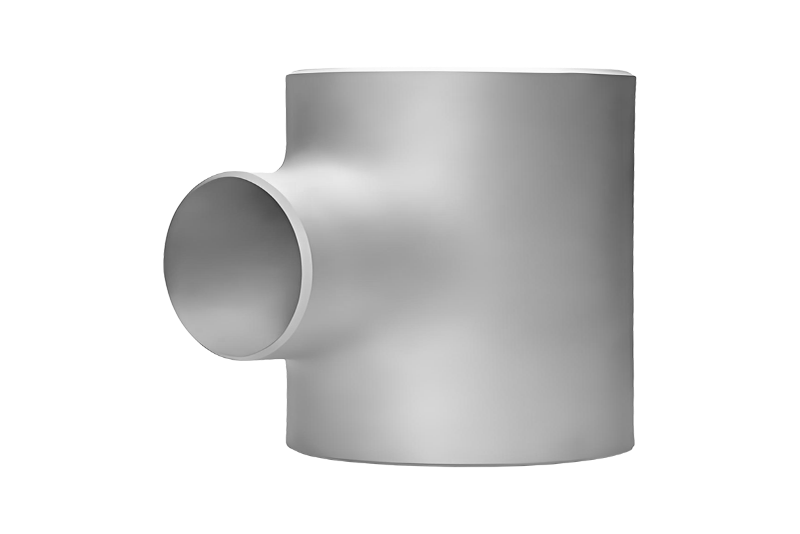
A zgrzewany doczołowo trójnik , powszechnie określany również jako trójnik prosty lub trójnik równorzędny, to łącznik rurowy w kształcie litery T, w którym wszystkie trzy przyłącza mają ten sam nominalny rozmiar rury (NPS). Jest przeznaczony do łączenia z sąsiednimi rurami poprzez zgrzewanie doczołowe — proces, w którym końce rur są ustawiane naprzeciwko siebie i łączone ze sobą za pomocą ciepła. Dzięki tej metodzie uzyskuje się trwałe, szczelne połączenie o integralności strukturalnej porównywalnej z samą rurą.
Oznaczenie „równe” oznacza, że rura doprowadzająca i rura odgałęziona mają identyczne średnice. Kontrastuje to z trójnikiem redukcyjnym, w którym odgałęzienie jest mniejsze niż odcinek. Jeśli wymagany jest równomierny rozkład przepływu we wszystkich kierunkach z jednego punktu połączenia, preferowane są równe trójniki.
Jak działa zgrzewanie doczołowe w przypadku trójników?
Zgrzewanie doczołowe jest jedną z najbardziej strukturalnych metod łączenia elementów rur. Proces ten polega na przygotowaniu końców rur i złączek pod określonym kątem ukosu — zwykle od 30° do 37,5° — w celu utworzenia rowka, który umożliwia głębokie wnikanie materiału wypełniającego spoinę i utworzenie spoiny z pełną penetracją. Prawidłowo wykonane złącze spawane osiąga sprawność niemal 100%, co oznacza, że może wytrzymać takie samo ciśnienie jak materiał bazowy.
W przypadku trójnika z spoiną doczołową wymagane są trzy oddzielne spoiny doczołowe – dwie na końcach odcinka i jedna na wylocie odgałęzienia. Jakość każdego spoiny jest kluczowa. W zastosowaniach wymagających wysokiego ciśnienia lub wysokiej temperatury, po spawaniu przeprowadza się badania nieniszczące (NDT), takie jak badania radiograficzne (RT) lub badania ultradźwiękowe (UT), w celu sprawdzenia integralności każdego złącza.

Typowe materiały używane do spawania doczołowego równych trójników
Trójniki zgrzewane doczołowo są produkowane z szerokiej gamy materiałów, aby dopasować się do różnych środowisk usługowych. Wybór materiału ma bezpośredni wpływ na odporność na korozję, tolerancję temperaturową i wytrzymałość mechaniczną złączki. Poniżej znajdują się najczęściej stosowane materiały:
- Stal węglowa (ASTM A234 WPB): Najpopularniejszy materiał na rurociągi ogólnego przeznaczenia. Zapewnia dobrą wytrzymałość przy umiarkowanych kosztach i nadaje się do temperatur od -29°C do 427°C.
- Stal nierdzewna (ASTM A403 WP304/316): Preferowany w środowiskach korozyjnych, takich jak przetwarzanie chemiczne, żywność i napoje oraz zastosowania morskie. Klasa 316 zapewnia doskonałą odporność na korozję wywołaną chlorkami.
- Stal stopowa (ASTM A234 WP11/WP22): Stosowany w systemach wysokotemperaturowych i wysokociśnieniowych, takich jak kotły energetyczne i rafinerie. Stopy chromowo-molibdenowe zapewniają zwiększoną odporność na pełzanie.
- Stal nierdzewna typu duplex i super duplex: Wybierany do zastosowań morskich i podmorskich, gdzie krytyczna jest zarówno wytrzymałość, jak i odporność na korozję.
- Stopy niklu (Inconel, Monel, Hastelloy): Stosowane w ekstremalnych środowiskach, w których występują agresywne chemikalia, bardzo wysokie temperatury lub warunki kriogeniczne.
Kluczowe standardy wymiarowe i specyfikacje
Trójniki do spawania doczołowego muszą być zgodne z uznanymi międzynarodowymi normami wymiarowymi i materiałowymi, aby zapewnić kompatybilność między systemami rurociągów. Zespoły zaopatrzeniowe i inżynieryjne muszą zawsze przed instalacją sprawdzić, czy okucia spełniają obowiązujące specyfikacje.
| Standardowe | Zakres |
| ASME B16.9 | Fabrycznie kute złączki do zgrzewania doczołowego (wymiary i tolerancje) |
| ASME B16.28 | Kolana i powroty o krótkim promieniu (o których mowa w B16.9) |
| ASTM A234 | Złączki rurowe ze stali węglowej i stopowej do temperatur umiarkowanych i podwyższonych |
| ASTM A403 | Złączki rurowe z kutej, austenitycznej stali nierdzewnej |
| MSS SP-75 | Złączki kute i spawane doczołowo, poddane wysokim testom, do pracy pod wysokim ciśnieniem |
| EN 10253 | Europejska norma dotycząca złączek rurowych zgrzewanych doczołowo |
Wykresy grubości ścianek (Sch 10, Sch 40, Sch 80, Sch 160, XXS) określają wytrzymałość ciśnieniową kształtki. Harmonogram musi być dopasowany do rury łączącej, aby zapewnić równy otwór wewnętrzny i odpowiednie przygotowanie do spawania.
Metody produkcji: jak produkowane są równe trójniki?
Metoda produkcji wpływa na właściwości mechaniczne, wykończenie powierzchni i dokładność wymiarową złączki. Dwa podstawowe podejścia do produkcji to:
Formowanie na gorąco (metoda wytłaczania)
Jest to najczęstszy proces produkcji trójników o większej średnicy. Wstępnie uformowana rura lub płyta jest podgrzewana, a następnie hydraulicznie wciskana w matrycę w celu uformowania kształtu trójnika. Gałąź jest wyciągana na zewnątrz z głównego biegu. Metoda ta pozwala uzyskać bezszwowe lub prawie bezszwowe połączenie o doskonałej strukturze ziaren i jednolitej grubości ścianek, dzięki czemu doskonale nadaje się do zastosowań, w których ciśnienie jest krytyczne.
Formowanie na zimno
Stosowane głównie do trójników o mniejszej średnicy (zazwyczaj poniżej DN 50), formowanie na zimno polega na prasowaniu materiału w temperaturze pokojowej. Metoda ta zapewnia wąskie tolerancje wymiarowe i czyste wykończenie powierzchni, ale może wprowadzić naprężenia szczątkowe w materiale. W celu złagodzenia tych naprężeń często stosuje się obróbkę cieplną po formowaniu, zwłaszcza w przypadku gatunków stali nierdzewnej.
Zastosowania w różnych branżach
Trójnik do spawania doczołowego to uniwersalna złączka, którą można znaleźć praktycznie w każdym sektorze, w którym stosuje się rurociągi pod ciśnieniem. Wszechstronność konstrukcji i mocne połączenia spawane sprawiają, że można go stosować w wymagających warunkach, w których inne typy połączeń mogą zawieść.
- Ropa naftowa i gaz: Szeroko stosowany w rurociągach wlotowych, środkowych i wylotowych do odgałęzień przepływu do separatorów, wymienników ciepła i zbiorników magazynujących.
- Przetwórstwo petrochemiczne i chemiczne: Wymagane w rurociągach zasilających reaktory, kolumnach destylacyjnych i systemach dozowania chemikaliów, gdzie wymagana jest szczelność.
- Wytwarzanie energii: Występuje w systemach dystrybucji pary, przewodach wody zasilającej kotły i obiegach wody chłodzącej zarówno w elektrowniach konwencjonalnych, jak i jądrowych.
- Oczyszczanie wody i ścieków: Stosowany w kolektorach rozdzielczych i rurociągach procesowych, gdzie priorytetem jest odporność na korozję i długa żywotność.
- Przetwórstwo farmaceutyczne i spożywcze: Trójniki ze stali nierdzewnej o jakości higienicznej, z gładkim otworem wewnętrznym i wykończeniami elektropolerowanymi, zapobiegają rozwojowi bakterii i zapewniają czystość produktu.
- Platformy stoczniowe i offshore: Trójniki ze stali dupleksowej klasy morskiej są stosowane w systemach chłodzenia wody morskiej i balastach na pokładach statków i konstrukcjach przybrzeżnych.
Najlepsze praktyki instalacyjne dla równych trójników ze spoiną doczołową
Właściwy montaż jest równie ważny jak dobór materiału. Na jakość złączki może mieć wpływ zła technika spawania, nieodpowiednie przygotowanie lub nieprawidłowe ustawienie. Poniższe najlepsze praktyki pomagają zapewnić niezawodną i długotrwałą instalację:
Przygotowanie końca rury
Wszystkie końcówki rur i końcówek złączek muszą być czyste, wolne od rdzy, zgorzeliny walcowniczej, farby, oleju lub wilgoci przed spawaniem. Kąty ukosu muszą odpowiadać przygotowaniu końca złączki — zazwyczaj 30° w przypadku złączy zgodnych z ASME B16.9. Aby uzyskać precyzyjną krawędź, użyj mechanicznych narzędzi do ukosowania lub cięcia plazmowego ze szlifowaniem. Nieprawidłowo ustawione skosy zwiększają ryzyko niepełnego stopienia i wad spoin.
Dopasowanie i wyrównanie
Przed wykonaniem warstwy graniowej zgrzewaj łącznik w co najmniej trzech równych odstępach. Upewnij się, że otwór wewnętrzny jest wyrównany, aby zapobiec turbulencjom, erozji lub korozji szczelinowej na złączu. Aby zachować koncentryczność podczas całego procesu spawania, należy używać zacisków do wyrównywania rur lub narzędzi montażowych. Niewspółosiowość — nawet o kilka milimetrów — może spowodować powstanie punktów koncentracji naprężeń, które skracają trwałość zmęczeniową.
Obróbka cieplna przed i po spawaniu (PWHT)
W zależności od materiału i grubości ścianki może być konieczne wstępne podgrzanie, aby zapobiec pękaniu wodorowemu. Rury ze stali węglowej o grubości ścianek powyżej 25 mm zazwyczaj wymagają wstępnego podgrzania do temperatury co najmniej 150°C. Po spawaniu zastosowanie PWHT może być wymagane zgodnie z obowiązującymi normami (ASME B31.3, EN 13480) w celu złagodzenia naprężeń szczątkowych, szczególnie w instalacjach ze stali stopowej i grubościennej stali węglowej.
Kontrola pomontażowa
Po spawaniu każde złącze powinno zostać poddane oględzinom, a następnie badaniu NDT odpowiedniemu dla klasy użytkowej. W przypadku zastosowań krytycznych (klasa 1 zgodnie z ASME B31.3) standardem jest 100% badanie radiograficzne lub ultradźwiękowe każdej spoiny. Próba ciśnieniowa hydrostatyczna lub pneumatyczna gotowego zespołu sprawdza szczelność systemu przed uruchomieniem.
Porównanie równych trójników ze spoiną doczołową z innymi metodami łączenia teowników
Nie we wszystkich trójnikach stosuje się zgrzewanie doczołowe. Zrozumienie porównania tej metody z alternatywami pomaga inżynierom wybrać odpowiednie rozwiązanie dla każdego kontekstu aplikacji.
| Typ połączenia | Ocena ciśnienia | Demontaż | Najlepszy przypadek użycia |
| Zgrzewanie doczołowe | Najwyższy | Nie (na stałe) | Systemy wysokociśnieniowe i wysokotemperaturowe |
| Gwintowane (NPT) | Niski do umiarkowanego | Tak | Mała średnica, niskociśnieniowe linie użytkowe |
| Spawanie gniazdowe | Umiarkowane do wysokiego | Nie | Mały otwór, rurociąg wysokociśnieniowy (≤DN 50) |
| kołnierzowe | Wysoka | Tak | Tam, gdzie wymagana jest częsta konserwacja lub demontaż |
Trójniki zgrzewane doczołowo wyróżniają się możliwością sprostania najbardziej wymagającym warunkom pracy, przy jednoczesnym zachowaniu całkowitej szczelności systemu, bez uszczelek, uszczelek lub gwintów, które mogłyby z czasem ulec degradacji.
Wybór odpowiedniego trójnika do spawania doczołowego dla Twojego projektu
Wybór odpowiedniego trójnika to coś więcej niż tylko dopasowanie średnicy rury. Inżynierowie muszą wziąć pod uwagę kilka parametrów technicznych jednocześnie, aby mieć pewność, że złączka będzie działać niezawodnie przez cały zamierzony okres użytkowania.
- Nominalny rozmiar rury (NPS) i harmonogram: Musi pasować do podłączonej rury, aby zapewnić ciągłość konstrukcji i prawidłową szczelinę spawalniczą.
- Projektowe ciśnienie i temperatura: Materiał odniesienia: dopuszczalne naprężenia z sekcji II część D ASME do maksymalnych warunków pracy systemu.
- Kompatybilność płynów: Sprawdź, czy materiał złączki jest chemicznie zgodny z płynem procesowym, w tym ze śladowymi zanieczyszczeniami i środkami czyszczącymi.
- Stan obróbki cieplnej: Określ stan znormalizowany, wyżarzany lub wyżarzany przesycająco, zgodnie z wymaganiami obowiązującej normy materiałowej.
- Kontrola i certyfikacja strony trzeciej: W przypadku usług o znaczeniu krytycznym wymagane są raporty z testów materiałów (MTR), pozytywna identyfikacja materiałów (PMI) oraz certyfikacja strony trzeciej wystawiona przez takie instytucje, jak Lloyd's, Bureau Veritas lub DNV.
Inwestowanie czasu w odpowiednią specyfikację od samego początku pozwala uniknąć kosztownych awarii, nieplanowanych przestojów i incydentów związanych z bezpieczeństwem. Trójnik spawany doczołowo, jeśli jest prawidłowo określony, wyprodukowany i zainstalowany, zapewni dziesięciolecia niezawodnej pracy nawet w najbardziej wymagających środowiskach przemysłowych.

 2025-11-17Przeczytaj więcej
2025-11-17Przeczytaj więcej 2025-11-17Przeczytaj więcej
2025-11-17Przeczytaj więcej